Пункт 1. Для початку нам потрібно зубчастий корпус бортової трактора Т-150 (не важливо якого він стану, зношений чи новий). Розрізаємо його “болгаркою” на чотири частини. Він нараховує 61 зуб – один прийдеться додатково відрізати.

Отже, маємо 4 сегменти по 15 зубів кожен. (Було б добре, враховуючи що сталь корпуса легована і пройшла термообробку зробити відпуск цих деталей у вогні).
Місця різки “болгаркою” загладити на наждачному крузі (я їх фрезерую з усіх боків). Всі 4 сегменти підуть нам на один млин моделі “180”. (Чому так назвав? Та тому, що висота зубчастого вінця складає 90 мм по ширині; ставимо сегменти один на один зварюючи їх докупи дуговою зваркою, і отримуємо ширину 180 мм. Тому так і назвав). Можна зробити млин і з двох сегментів, на 4 робочі диски, продуктивність буде в межах 250 – 300 кг/год. Можна зробити млин з бортової трактора Т-70С (молдована) на 2 диски і продуктивністю 90 – 110 кг/год. Здебільшого такі млини виготовляють на електродвигуни однофазні (220 В). Принцип схем один і то й же.
Потужність нашої розробки буде складати 500 – 600 кг/год. Та перед тим як зварити сегменти, давайте зробимо в кожному по 2 отвори для кріплення сітки. Тобто, сітка буде кріпитися 4 болтами М8Н з кожного боку. Отвори бажано зробити зразу, поки сегменти не зварені докупи тільки по тій причині, що потім їх проблематично буде зажати в тиски, коли їх ширина складе 180 мм. Свердлимо отвори свердлом Ø 6,8 мм (можна навіть Ø 7,0 ! Не переживайте, різьба не “зірветься”. Свердло збільшене в діаметрі тому, що матеріал бортової відносно твердий) на одному з торців сегмента, (де ми різали “болгаркою”) на глибину 25 мм, і нарізаємо різьбу М8. (мал.3) Приварюємо один до одного попарно два сектори бортової, як на фото.
Пункт 2. Виготовляємо задню кришку і корпус під 206 (критий) підшипник. Для цього на кришку вибираємо ще не зношений диск зернової сівалки СЗ-3,6 і обрізаємо чавунний корпус (для цієї потужності він не годиться). Виготовляємо стальний корпус з кругляка Ø 110 мм під підшипник 206 (критий) (мал.4)

Розсвердлюємо в диску 5 отворів під Ø 8 (за-
водські були Ø 7 мм), (за бажанням диск до
корпуса можна скріпити заклепками), ми зро-
бимо на болти і з сторони робочих дисків
головки болтів торцуємо до висоти 3 – 3,5 мм.
(Це для того, щоб головки болтів які будуть з внутрішньої сторони не черкали до робочих дисків чи проміжних шайбів).
Пункт 3. Цей пункт важливий тим, що де-хто на цьому етапі робив помилки, пробуючи скопіювати зернодробарку (млин). Трошки відійду від теми, і зупинюся на помилках, щоб ніхто їх не повторив. Мова іде про висвердлення отворів в сегментах корпуса бортової і кришок.
Помилка 1. Свердлили по кругу отвори в дисках, потім прикладали до ще не порізаного на частини корпуса бортової і засвердлювали та нарізали різьбу. Ніби все правильно. Та після порізки корпуса (під дією пружності) сектора дещо випрямляються і вже отвори в дисках (кришках) не співпадають з різьбами в секторах бортової.
Помилка 2. Робили отвори в обох кришках млина (задній і передній) і кріпили до секторів бортової, тоді як основний вал млина не був виготовлений. В чому полягала помилка? В тому, що без вала неможливо точно зцентрувати обидві кришки млина. Забіжу трохи наперед. Отже: кріпимо задню кришку до секторів бортової, запресовуємо вал в корпус кришки, а вже після цього насаджуємо передню кришку розточену під 205 (критий) підшипник, робимо мітки на секторі бортової олівцем так, щоб просвердлені отвори в кришці не попали у впадину між зубами бортової, а різьба получилася в тілі зуба.
Тепер повертаємося до свердління отворів в задній кришці. Насамперед зварені сегменти бортової розставляємо на рівній поверхні таким чином, (мал.5) щоб верхній зазор (де буде стояти заслонка подачі зерна) становив 56 – 58 мм, і діаметр розставлених зварених секторів по зовні складав 335 – 345 мм (непорізаний корпус бортової має Ø 347 мм).

Розмір 335 – 340 може бути інший, все залежить від того, які диски ми підібрали на кришки, і наскільки вони зношені. Розставили? Берем олівець і робимо мітки на секторак бортової навпроти зуба (мал.6). (Давайте сектора вже будемо називати корпусом млина).
Прикладаємо задню кришку з закріпленим корпусом, і робимо позначки на краю кришки навпроти тих, які ми робили на зовнішньому діаметрі корпуса млина. Тепер, ми впевнені, що зроблені в кришках отвори не попадуть у впадину між зубами бортової корпуса.
Свердлимо отвори на самому краю кришки Ø9,0 – 9,2 мм, так щоб відступ від отвору зовнішнього діаметра кришки становив 1,5 – 2,5 мм. Приставляємо кришку з просвердленими отворами до корпуса млина і олівцем робимо мітки через отвір кришки в місцях де будуть різьби в корпусі млина.
Кернимо, свердлимо отвори під різьбу М8 і нарізаємо різьбу. Отворів для задньої кришки потрібно 8 шт. (Для передньої достатньо 6 шт.). Ще один отвір в кришці робимо внизу під валик (мал.7), який зменшує боковий зазор між обома кришками і сіткою млина.
Отже, ми змонтували задню кришку з корпусом млина.
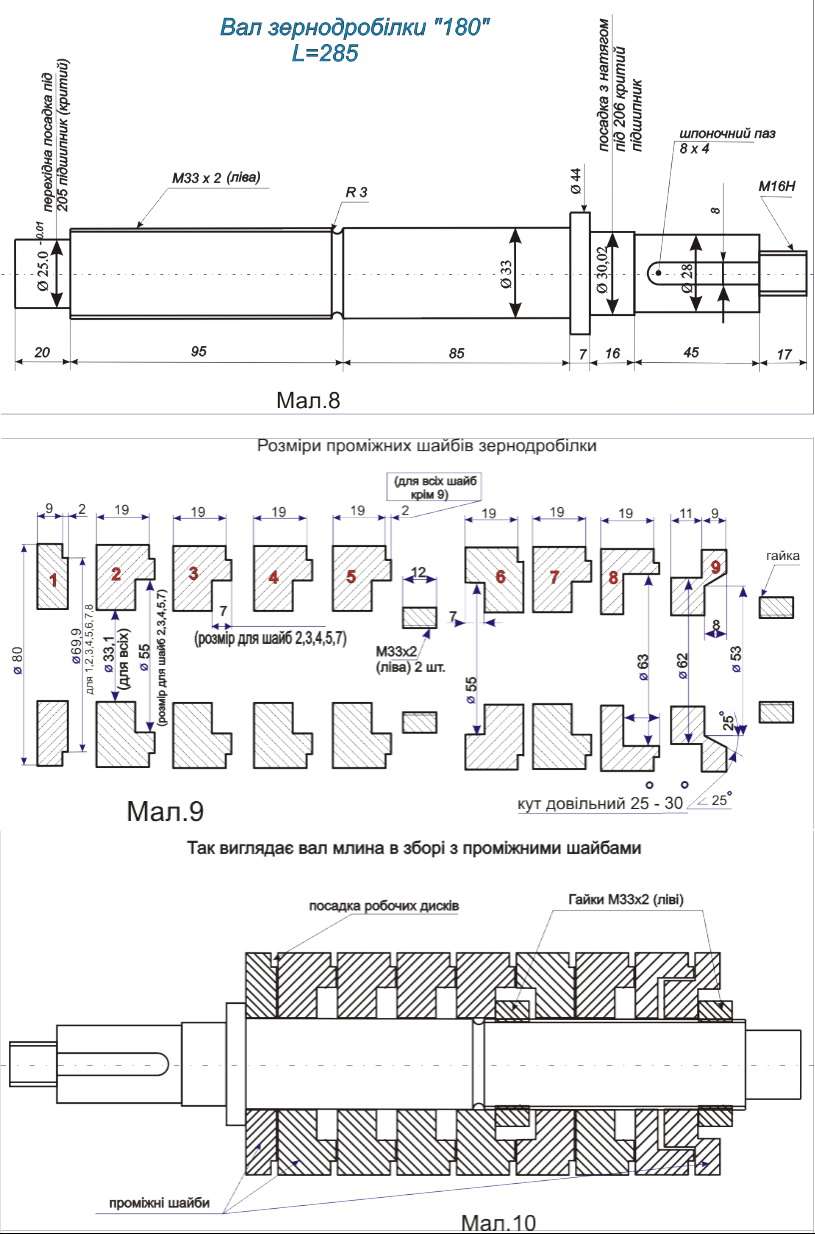
Пункт 4. Виготовляємо вал зернодробарки (млина) і проміжних шайб для робочих дисків. Виточуємо все згідно поданих креслень (мал.8)

На вал нам знадобиться кругляк Ø 45 мм і довжиною L=285 мм. Як бачите з проставлених розмірів, діаметр посадки під 205 підшипник робиться перехідним. Це для того, щоб в разі потреби передня кришка млина вільно знімалася. Посадка вала під 206 підшипник (Ø 30,02) з натягом.
Для проміжних шайб, які тримають робочі диски і шків нам знадобиться кругляк Ø 80 – 82 мм і довжиною 300 – 310 мм. (див. Мал.9)
Пункт 5. Виготовляємо шків на вал млина. Шків по схемі Ø 80 мм (краще б було 90 мм, але тоді важче дістати кругляк на електродвигун, щоб вивести вал млина на показник 4300 об/хв. Саме ці оберти повинні мати робочі диски млина (зернодробарки). Та про це згодом.
Отже, шків виготовляємо двохручейний, профіль “Б” (тобто 16,7 – 17 мм), або трьохручейний, профіль “А” (13 мм). Перед тим як свердлити і розточувати отвір шківа під Ø 28,0 мм, свердлимо отвір під шпонку Ø 8,5 мм, а вже потім сведлимо і розточуємо центральний отвір. (Чому 8,5 а не 8,0? Та тому що при такому діаметрі, нам не прийдеться знімати (зточувати) кути призматичної шпонки).
 Пункт 6.
Пункт 6. Запресовуємо підшипник 206 (критий) в корпус задньої кришки. Запресовуємо вал в отвір підшипника, насаджуємо шків, забиваємо шпонку в шпоночний паз, ставимо на різьбу із сторони шківа шайбу і закручуємо гайку М16. Див. Мал.12
Кришку кріпимо болтами М8 до корпуса млина (там де запресований 206 підшипник).
Коли ця робота зроблена, переходимо до виготовлення передньої кришки млина. Готовий диск сошника сівалки з чавунною ступицею розточуємо під 205 підшипник. Та для початку диск закріпляємо в токарному патроні за внутрішній отвір (де раніше стояли 503 підшипник і сальник), і робимо легку проточку зовнішнього діаметра чавунного корпуса мал.13. Тобто, готуємо базову поверхню для того, щоб
потім за цю поверхню схопити кулачками токарного патрона і розточити отвір Ø 52 під 205 (критий) підшипник. Розточку корпуса робимо на глибину 15 мм (саме таку ширину має 205 підшипник). Дальше, як в пункті 3, робимо мітки олівцем на зовнішньому діаметрі корпуса млина навпроти зуба (мал.6). Насаджуємо передню кришку з запресованим підшипником на вал Ø 25 – 0,01 (перехідна посадка), робимо позначки на поверхні кришки навпроти тих, що знаходяться на корпусі млина, знімаємо з вала і свердлимо отвори в кришці Ø 9 мм (відступаючи від краю якихось 1,5 – 2,5 мм. Знову насаджуємо на вал, кернимо і робимо отвори під різьбу Ø 6,8. Нарізаємо різьбу М8 в корпусі млина. Для передньої кришки достатньо 6 отворів (про це вже було сказано). Зауважу, що диски сошника виготовлені з пружинної сталі – сталь 55, а тому всі свердлильні роботи робляться з охолодженням інструменту, та свердління з невеликими переривами (заточка свердла, ну звичайно 118 град).
Ну ось тепер у нас готовий корпус млина з кришками та валом. Якщо потрібно, діаметр кришки проточуємо під діаметр корпуса млина (різець упорний Т15К6).
Пункт 7. Виготовляємо проміжні шайби на вал млина (повторюсь: діаметр кругляка Ø 80 – 82 мм і довжина болванки 300 – 310 мм) за розмірами поданими на малюнку 9.
Пункт 8. Виготовлення робочих дисків млина. На робочі диски нам знадобляться зношені диски сошника зернової сівалки СЗ-3,6 в кількості 8 шт.
Поки вони в зборі з корпусом (потім корпус ми обріжемо), то затискаємо їх в трьохкулачковий патрон токарного верстата за внутрішній отвір і робимо проточку по поверхні ступиці корпуса (як на мал.13). Так само ми робили при виготовленні передньої кришки. Так, як спрацьовані диски сошника в діаметрі становлять 300 – 315 мм, а нам потрібно 270 – 285 (для нашого Ø 283 мм), то зажавши за проточену базу корпуса (ступиці) і піджавши центром, гострим кутом різця марки Т5К10 ми врізаємося в тіло диска сошника чуть вище запланованого діаметра. Заодно обрізаємо заклепки, які кріплять чавунну ступицю до диска. Знімаємо з токарного патрона і вибиваємо ступицю з диска. Розсвердлюємо один з пяти отворів диска сошника під Ø 8 мм, вставляємо туди болт і з зворотнього боку закручуємо його гайкою. Для чого ми це робимо? Враховуючи, що завод-виробник приклепує ступицю до диска нерівномірно, нам потрібно кожен диск зцентрувати (зовнішній діаметр і діаметр отвору Ø 70), щоб не виникало дисбалансу при високих оборотах. Закручений болт нам потрібен, щоб заготовка диска не прокрутилася в кулачках патрона і не поламала упорного різця Т15К6. (Для проточки дисків по поверхні, я використовую різець з механічним кріпленням 5-ти гранних пластин ). Диск затискаю за внутрішній отвір Ø 70 в токарному патроні і прокручую до упору болта в один з кулачків, роблю проточку до Ø 283 мм (так всі 8 дисків)! Проточуємо так, щоб зазор між дисками і зубчастим корпусом становив 7 – 8 мм (Мал.5).
Цю саму роботу проточки дисків можна виконати не врізаючись різцем в сошник, а проточуючи диск зажатий в патроні від зовнішнього діаметра (тобто 310, чи більше) поступово зменшуючи в діаметрі до потрібного розміру (наприклад 283 мм). В цьому випадку диск сошника потрібно періодично охолоджувати, так як при обробці він нагрівається і сильно деформується (хоч при остиганні відновлює свою форму, тай для робочих дисків, це суттєвого значення немає). Для обробки дисків використовуємо різець з пластиною МКТС (металокерамічний твердий сплав) марки Т15К6 (тобто звичайний різець який можна купити на базарі за 25 – 30 грн. Ох вже ці ціни!), ресурс роботи в нього значно довший від інших марок, хоча і не витримує ударних нагрузок.
Пункт 9. Прорізування пазів на робочих дисках.
Верхній діаметр сошника ділимо на 24 частини: наше табличне значення для Ø 283 дорівнює 36,9 мм

Відкладаємо по кругу 24 мітки розміром 36,9 мм для диска Ø 283 мм і прорізаємо “болгаркою” (для цієї роботи у мене є спеціальне обладнання) пази до центру диска на глибину 35 мм. Товщина ріжучого круга (вулканіта) – 3 – 4 мм. Якщо ми проробили цю роботу на всіх 8 дисках, то переходимо до розводки зубів. Прорізані вулканітом зуби робочих дисків млина можна розгинати вліво і вправо, як у циркулярної пили, але на 6 – 8 мм в сторону від осі.
Я їх розгинаю як на малюнку 15, нагріваючи ніжки двох суміжних зубів, і розгинаю один від себе, а один на себе і один пропускаю нагріваючи два інших зуби. Диски прокручувати тільки в одному напрямку (або по годинниковій стрілці, або в протилежному напрямку) всі 8 дисків зернодробарки.
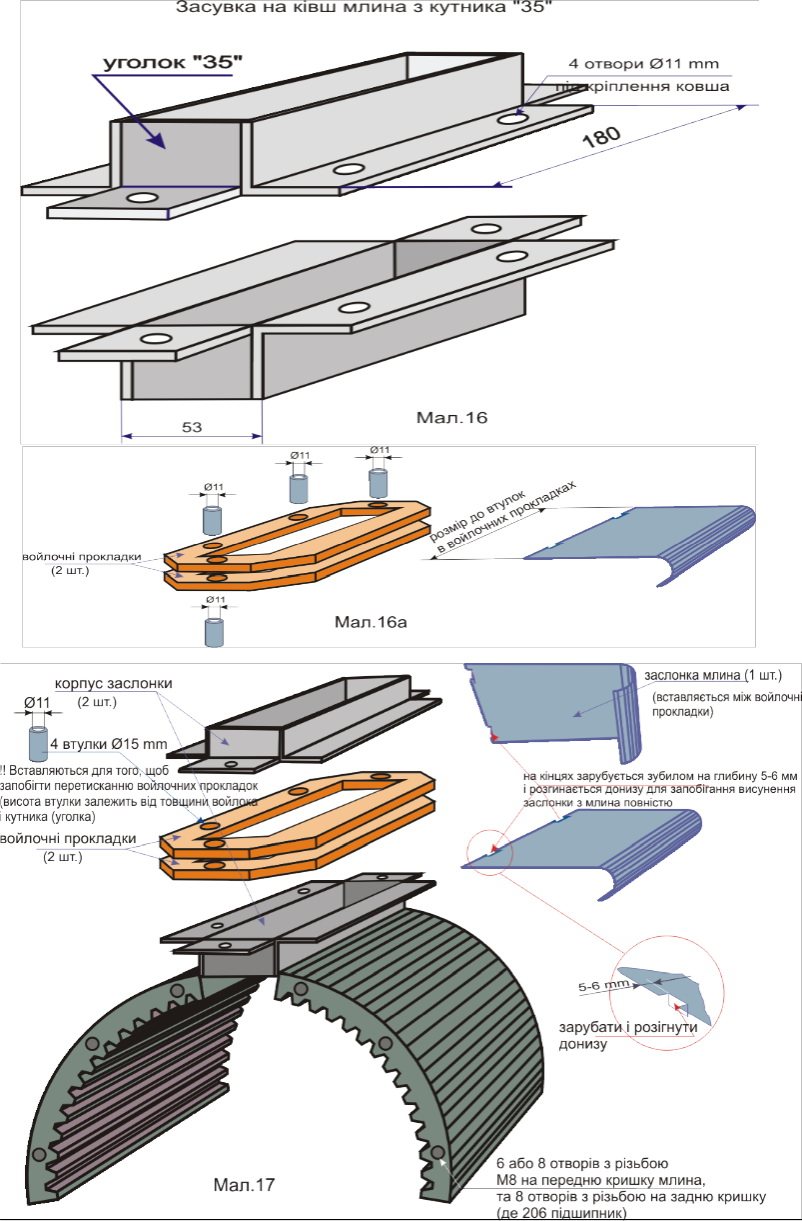
Пункт 10. Виготовляємо кронштейни засувки (заслонки) до ковша млина.

Нам знадобиться приблизно 1 м уголка на кронштейн засувки. Всі розміри подані на мал.16. Місця з'єднань зварюємо дуговою (або іншою) зваркою. Один кронштейн (на малюнку він нижній) приварюємо до корпуса млина, інший до ковша млина. Між ними ставляться дві вирізані войлочні прокладки (не має значення якої товщини). Прокладки з войлока потрібні для щільного, і в той же час плавного переміщення засувки (мал.17). І вона не дає сторонніх шумів при роботі млина.
В отвори войлочних прокладок вставляються 4 втулочки з зовнішнім o 15 мм і висотою L (цей розмір залежить від товщини войлока), так, щоб відбувалося туге переміщення засувки млина. Внутрішній отвір втулки робимо під болт М10. (тобто отвір Ø 11 мм, щоб свобідно зайшов болт).
Саму засувку на кінцях зарубати зубилом на глибину 5 – 6 мм і розігнути до низу невеликі фрагменти, для того, щоб обмежити її повне висунення з кронштейнів.
(Хочу зазначити, що заслонка при роботі млина відкривається на повний виліт, ніяких регулювань при подачі зерна в корпус нею не робиться. Скільки зерна засипиться в корпус, стільки і вийде вже подрібненого. Якщо подрібненої фракції наб'ється повний рукав (див. ВІДЕО), то просто припиниться подача зерна! Ніяких нагрузок на електродвигун не буде!).
Ширина засувки виготовляється до ширини між двома втулками, які вставлені у войлочні прокладки (мал.16а).
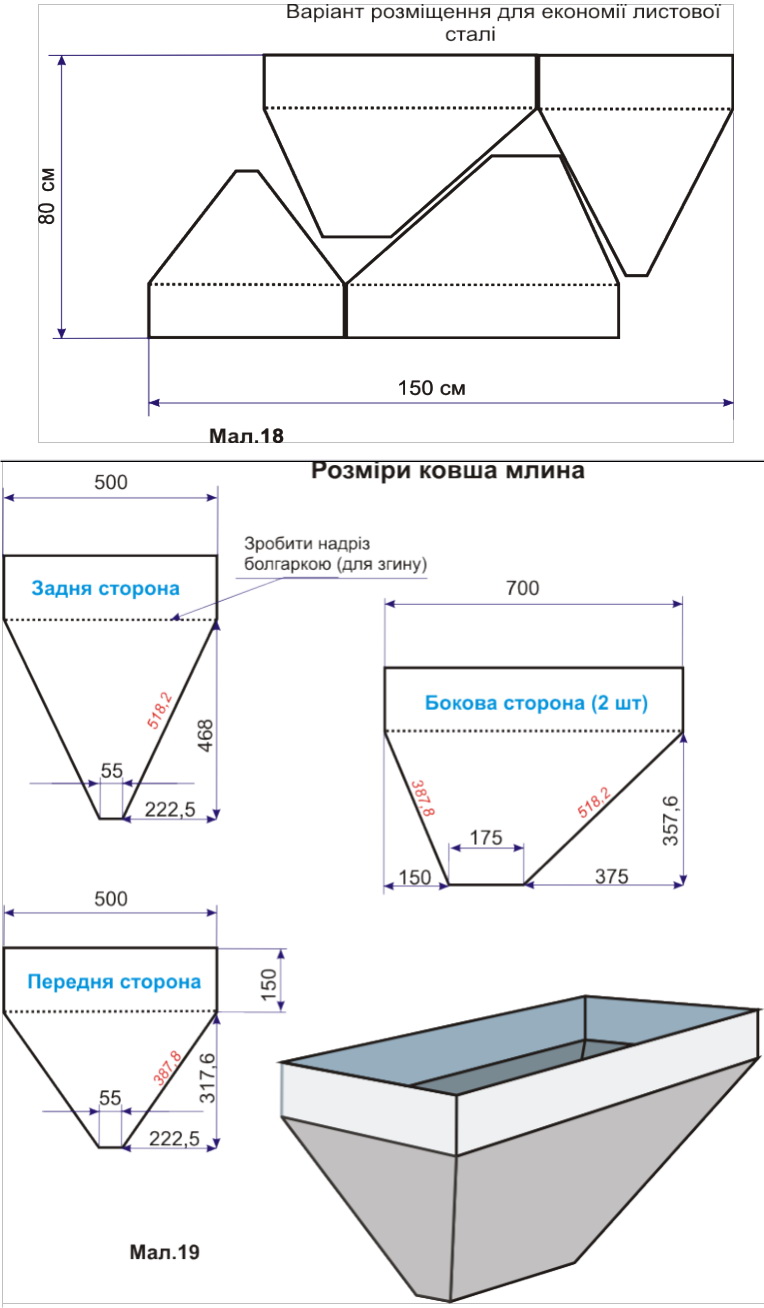
Пункт 11. Виготовлення ковша млина.
Для виготовлення ковша, нам знадобиться листова сталь розмірами 150х80 см і товщиною 1,2 мм.

На малюнку 19 дано розміри ковша об'ємом 50 літрів.
Вирізуємо частини ковша з листової сталі і по пунктирній лінії робимо легкий надріз “болгаркою”. Підгинаємо по надрізу злегка всі частини ковша, приставляємо частини одну до одної і зварюємо.
Пункт 12. Виготовляємо рамку млина.
На рамку нам знадобиться приблизно 7,5 – 8 м кутника (угольника) “35”. Подаю розміри (економної за кількістю матеріалу) рамки млина. Схеми рамок подаю у двох варіантах: з кріпленням торцевого електродвигуна і звичайного з лаповим кріпленням. Розмір 800 і 200 роблю з одного кутника вирізуючи клин на згині.
Отвори для кріплення корпуса, я не проставляв. Це довільний розмір, який Ви собі визначите самі.
Щоб закріпити корпус млина до рамки виготовляємо кронштейн з полосової сталі (мал.20а)
товщиною 8-10 мм і приварюємо до корпуса млина на однаковій відстані від кронштейнів засувки (або по центру корпусу млина). В них просвердлюємо отвори для болтів кріплення (див мал.21).

На малюнку 21 корпус млина із знятою передньою кришкою. Робочі диски млина крутяться по годинниковій стрілці (тому ми і гайки робили з лівою різьбою). За 5 – 6 років роботи млина, звичайно що затупляться гострі кромки зубів робочих дисків (не путати з зубами корпуса, ті не зношуються ніколи).
Робочі диски прийдеться переставити другою стороною. Ще через 5 – 6 років затупиться і ця сторона, тоді робиться заточка дисків вулканітом як на малюнку 21. Тобто на заокруглених (тупих) кутах зубів робочих дисків робимо виїмку ріжучим кругом. Так що, ресурс дисків великий.
МАТЕМАТИЧНІ РОЗРАХУНКИ
Вони нам потрібні для визначення діаметра шківа електродвигуна (D1), та визначення довжини клинових ремнів (Lрем.). При розрахунку довжини клинового ремня, користуються розрахунковими діаметрами шківів по нейтральному слою! Тобто, якщо маємо Ø 80 (шків вала), а висота перерізу (h) клинового ремня “Б” складає 10,0 мм, то звідси 80 – 10,0 = 70 мм (це нейтральний діаметр шківа на валу млина).
Для зернодробарки ми задаємо швидкість (n2) 4300 об/хв. шків Ø 80 (тобто (D2) = 70 для розрахунків), оберти вала електродвигуна (n1) 2840 об/хв, необхідно визначити (D1), звідси:
D1 = (n2/n1 ) * D2
де n2 – оберти вала електродвигуна;
n1 – оберти вала млина;
D2 – діаметр шківа вала млина
підставляємо значення і визначаємо Ø шківа електродвигуна D1 = (4300/2840) * 70 = 106 mm,
до цього розміру додаємо 10 мм і виготовляємо шків на електродвигун з зовнішнім діаметром 116 мм. (по нейтральному він буде мати 106, згідно розрахунку і ним будемо користуватися при розрахунку визначення довжини ремня L).

Ви можете скористатися поданою таблицею для визначення діаметра шківа електродвигуна, при різних його обертах 960 об/хв; 1420 – 1440 об/хв; 2820-2840 об/хв. Хочу сказати, що електродвигун з показником 960 об/хв не дуже підходить для млина (надто великий діаметр шківа виходить).
В таблиці подано показники по нейтральному діаметру шківа, не забудьте додати до діаметра висоту клинового паса (10 мм для профіля “Б”, хоч тепер ці показники висоти дуже різняться від 10,5 до 12 мм).
Монтуємо електродвигун на рамку млина і по регулюючих направляючих уголках опускаємо двигун в самий низ рамки та проміряємо максимальну міжосьову відстань. (Наприклад вона становить 650 мм). Тепер піднімаємо вверх до упора двигун і проміряємо мінімальну міжосьову відстань (вона наприклад склала 550 мм). За цими двома значеннями, ми і визначимо оптимальну довжину ремня.
Переходимо до визначення довжини (L) клинового ремня (паса), при відомих нейтральних діаметрах шківів (D1 та D2) та міжосьової відстані між ними (a ). Розрахунки робимо по формулі: